º§π‚«–∏Ó¿˚”√∏þ𶬠√Ð∂»º§π‚ ¯’’…‰±ª«–∏Ó≤ƒ¡œ��£¨ π≤ƒ¡œ∫Ðøϱªº”ü·÷¡∆˚ªØúÿ∂»�£¨’Ù∞l(f®°)–Œ≥…ø◊∂¥£¨ÎS÷¯π‚ ¯å¶≤ƒ¡œµƒ“∆Ñ”�����£¨ø◊∂¥þB¿m(x®¥)–Œ≥…åí∂»∫Ð’≠µƒ£®»Á0.1mm◊Û”“£©«–øp£¨ÕÍ≥…å¶≤ƒ¡œµƒ«–∏Ó���°£

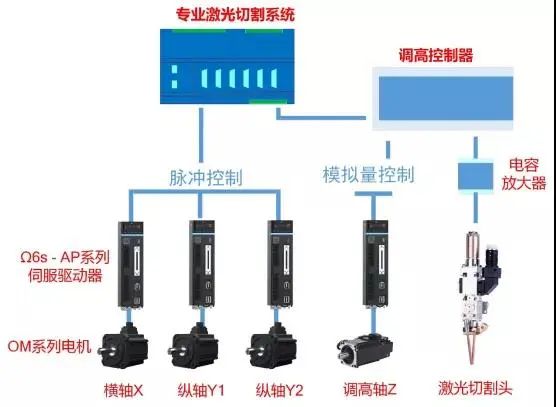
º§π‚«–∏Ó∞Â≤ƒ�����°¢πÐ≤ƒ“—Ωõ(j®©ng)µ√µΩèV∑∫ë™(y®©ng)”√°£–¡∏Ò¡÷º{ ¶∏6s-AP œµ¡–À≈∑˛œµΩy(t®Øng)¥Ú∆∆á¯Õ‚∆∑≈∆â≈îý�£¨“‘ƒ£îM¡øÞD(zhu®£n)ìQæ´∂»∏þ°¢Ìëë™(y®©ng)øÏ�����°¢øπ∏…î_ƒÐ¡¶èä(qi®¢ng)µ»Ãÿ¸c(di®£n)��£¨ë™(y®©ng)”√”⁄º§π‚«–∏Ó’{(di®§o)∏þðS����£¨±£◊C¡À«–∏Ó–ßπ˚π‚ª¨£¨Ã·∏þ¡Àº”π§–߬ ∫Õ∆∑Ÿ|(zh®¨)��°£
‘⁄º§π‚«–∏Ó÷–��£¨ûÈ”––ßøÿ÷∆º§π‚Ωπ¸c(di®£n)≈cπ§º˛Ègµƒœý嶌ª÷√£¨‘O(sh®®)÷√¡À«–∏ÓÓ^◊‘Ñ”’{(di®§o)∏þœµΩy(t®Øng)����°£◊˜òI(y®®)ïr£¨’{(di®§o)∏þœµΩy(t®Øng)º§π‚«–∏ÓÓ^µƒ∏þ∂»úy‘áǘ∏–∆˜����£¨”√ÅÌ∏–ë™(y®©ng)≈c«–∏Ó√ʵƒ∏þ∂»£¨≤¢å¢∏þ∂»ÞD(zhu®£n)ìQ≥…ƒ£îM¡ø���£¨‘Ÿ∞l(f®°)ÀÕ÷¡’{(di®§o)∏þðSÚå(q®±)Ñ”∆˜�����£¨åçïrÚå(q®±)Ñ”ÎäôC(j®©)’{(di®§o)’˚«–∏ÓÓ^µƒ≈cπ§º˛ÈgµƒæýÎx�����£¨èƒ∂¯þ_(d®¢)µΩ¿ÌœÎ«–∏ÓŒª÷√�°£

»ª∂¯åçÎHº”π§÷–�£¨Œ“ÇÉΩõ(j®©ng)≥£ï˛”ˆµΩπ§º˛±Ì√Ê≤ª∆Ω’˚º∞ü·–ßë™(y®©ng)–Œ◊ÉÜñÓ}£¨åß(d®£o)÷¬«–∏Ó√Ê∫Ò∂»≤ªπÃ∂®����£¨…ı÷¡þÄï˛≥ˆ¨F(xi®§n)ª°√Ê�°£À˘“‘�£¨º§π‚«–∏Óå¶Úå(q®±)Ñ”∆˜ƒ£îM¡øµƒæ´ú (zh®≥n)øÿ÷∆º∞øπ∏…î_ƒÐ¡¶Ã·≥ˆ¡À∫Ð∏þ“™«Û°£

º§π‚«–∏Ó∑Ω∞∏Õÿ?f®¥)?/span>
–¡∏Ò¡÷º{¶∏6s-APœµ¡–ë™(y®©ng)”√”⁄º§π‚«–∏ÓµƒÉû(y®≠u)Ñð£∫
-
Æa(ch®£n)∆∑–‘ƒÐ◊„âÚèä(qi®¢ng)Ñ≈£∫ÀŸ∂»≠h(hu®¢n)éßåí3.5kHz����£¨Î䡘≠h(hu®¢n)À¢–¬Ól¬ 1MHz°£
-
–¡∏Ò¡÷º{¶∏6s-APœµ¡–À≈∑˛≤…”√16M√}õ_øÿ÷∆Ω”ø⁄�����£¨øÿ÷∆æ´∂»ø…“‘÷…˝4±∂�°£≤…”√3¬∑16Œªƒ£îM¡ø÷∏¡Óðî»Î�����£¨ø…“‘∑÷±Ê2mvµƒÎäâ∫◊ɪØ�����£¨øÿ÷∆æ´∂»ø…“‘÷…˝16±∂�����°£
-
º§π‚«–∏ÓôC(j®©)≤…”√ÎpYðSΩY(ji®¶)òã(g®∞u)øÿ÷∆�£¨–¡∏Ò¡÷º{¶∏6s-APœµ¡–À≈∑˛˝àÈTÕ¨≤Ωøÿ÷∆π¶ƒÐ‘⁄¥ÀΩY(ji®¶)òã(g®∞u)ë™(y®©ng)”√÷–»ÁÙ~µ√ÀÆ�£¨≥‰∑÷∞l(f®°)ì]π¶–ß���°£
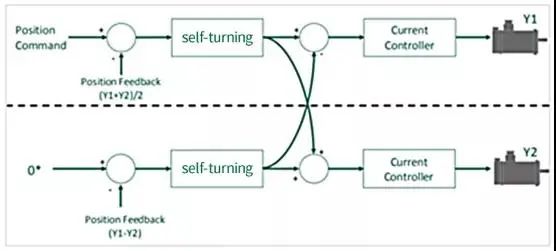
–¡∏Ò¡÷º{˝àÈTøÿ÷∆ æ“‚àD
-
ðî≥ˆÑ”¡¶≥‰≈Ê�£¨ø…ðpÀ…ë™(y®©ng)嶣∫115%≥÷¿m(x®¥)ÿì(f®¥)ðdþ^ðd����£¨350%À≤ïrþ^ðd°£
-
ƒ¶≤¡—a(b®≥)Éî+þ^œÛœÞÕπ∆“÷÷∆��£¨ðpÀ…ë™(y®©ng)å¶æ´√к”π§�£¨’˝àA∂»Ã·∏þ80%°£
-
·ò嶺§π‚«–∏Ó¨F(xi®§n)àˆÎäö‚∏…î_∫ÕΩåŸ∑€âmµƒê∫¡”ë™(y®©ng)”√≠h(hu®¢n)æ≥Ã·π©»´√ʵƒ∞≤»´∑¿◊o(h®¥)£∫™ö(d®≤)¡¢µƒ…¢ü·ÔL(f®•ng)µ¿+úÿ∂»±O(ji®°n)øÿœµΩy(t®Øng)+º”∫ÒµƒUVÕøå”����£¨Õ®þ^HASS∫ÕHALTåçÚû÷–µƒ300∂ýÌóá¿(y®¢n)ø¡úy‘ᣨ√Êå¶∂ý∑Ná¿(y®¢n)ø¡≠h(hu®¢n)æ≥“¿»ªþ\(y®¥n)––∑Ä(w®ßn)∂®��£ªÆa(ch®£n)∆∑Õ®þ^CE’J(r®®n)◊C���£¨∑˚∫œöW√¿ –àˆœýÍP(gu®°n)‘O(sh®®)lj∞≤»´“™«Û�����°£
Sigriner–¡∏Ò¡÷º{Ωõ(j®©ng)þ^ÈL∆⁄µƒúy‘á≈cøÇΩY(ji®¶)�����£¨∂®÷∆≥ˆ“ªÃ◊∆•≈‰º§π‚«–∏Óë™(y®©ng)”√¨F(xi®§n)àˆµƒÀ≈∑˛œµΩy(t®Øng)Ö¢îµ(sh®¥)�£¨–¡∏Ò¡÷º{¶∏6s-APœµ¡–œµ¡––¬È_∞l(f®°)µƒ√‚’{(di®§o)‘á◊‘Ñ”’˚∂®π¶ƒÐ£¨πù(ji®¶) °90%‘O(sh®®)lj’{(di®§o)‘áïrÈg�°£’{(di®§o)‘áΩY(ji®¶)π˚»Áœ¬àD£¨þ_(d®¢)µΩøÕëÙµƒ¿ÌœÎ–Ë«Û���°£
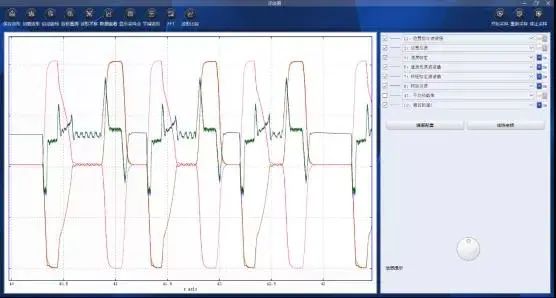
º§π‚«–∏ÓôC(j®©)’{(di®§o)∏þðS≤®–ŒàD
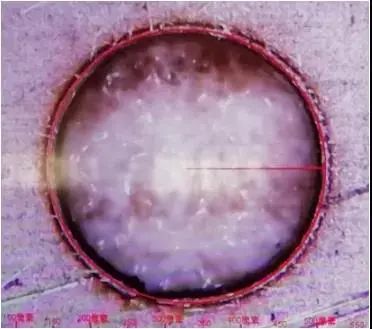
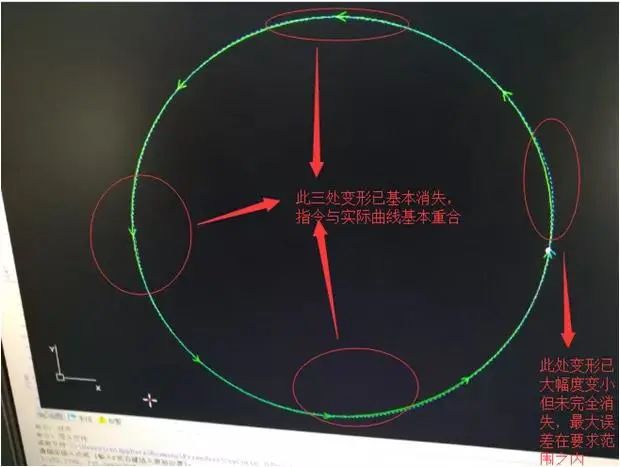
º§π‚«–∏ÓôC(j®©)«–∏Ó–ßπ˚
ΩY(ji®¶)’ì£∫
ƒø«∞ –àˆå¶º§π‚«–∏ÓôC(j®©)µƒ–߬ ∫Õæ´∂»“™«Û÷…˝�£¨‘O(sh®®)lj÷∆‘ÏèS…ÃæÕ±ÿÌö≤ªîý÷…˝ôC(j®©)–µµƒòOœÞ–‘ƒÐ����°£“Ú¥À≥˝¡Àå¶ôC(j®©)–µ∆∑Ÿ|(zh®¨)µƒÃ·…˝Õ‚£¨∫Ð¥Û≥Ã∂»æÕ–Ë“™Ã·…˝À≈∑˛œµΩy(t®Øng)–‘ƒÐ�°£±»»ÁÀ≈∑˛µƒ∏þÌëë™(y®©ng)–‘ƒÐ±£◊CôC(j®©)–µå¶÷∏¡ÓµƒøÏÀŸú (zh®≥n)¥_µÿàÃ(zh®™)––����£¨Õ¨ïrø…“‘Õ®þ^’ÒÑ”“÷÷∆ÅÌΩ‚õQ∏þÌëë™(y®©ng)«Èõrœ¬éßÅ̵ƒπ≤’ÒÔL(f®•ng)ÎU£ª¡ÌÕ‚»Áπ˚≥ˆ¨F(xi®§n)ôC(j®©)–µ≤ƒŸ|(zh®¨)ªÚ∞≤—bÜñÓ}åß(d®£o)÷¬µƒôC(j®©)–µÏoƒ¶≤¡¡¶ªÚÉ»(n®®i)ë™(y®©ng)¡¶≤ª“ª÷¬µƒ«Èõr����£¨ø…“‘Õ®þ^≤ÓÆêªØµƒƒ¶≤¡¡¶—a(b®≥)ÉîÅÌΩ‚õQ£ª¿˚”√À≈∑˛µƒœÛœÞÕª∆“÷÷∆π¶ƒÐÅÌèõ—a(b®≥)ôC(j®©)–µìQœÚïr∫ÚµƒÈgœ∂ÜñÓ}���£ª∆‰À˚»Áƒ£–Õ÷∆’Ò����£¨ÿì(f®¥)ðd◊ÉÑ”“÷÷∆£¨‘ˆ“Ê«–ìQµ»∂º”–œýë™(y®©ng)µƒë™(y®©ng)”√àˆæ∞�����°£


 ’„π´æW(w®£ng)∞≤lj 33011002011190Ãñ ’„ICPlj13029913Ãñ
’„π´æW(w®£ng)∞≤lj 33011002011190Ãñ ’„ICPlj13029913Ãñ